�����YӍ

Ԕ����B���ҡ��Pʽ���҉��T�C�ɿ���ԇ��
2015-6-30 ��Դ�� ���ߣ����� ��x����
Ԕ����B���ҡ��Pʽ���҉��T�C�ɿ���ԇ��
1 ����
���˜�Ҏ���˟��ҡ��Pʽ���҉��T�C�ɿ���ָ�ˡ����Ϸ���ж�ԭ�t���ɿ���ԇ�����ɿ���ԇ�Y���ȡ�
���˜��m���ڟ��ҡ��Pʽ���҉��T�C(���º��Q���T�C)�F���ɿ��Ԝy��ԇ
2 ���ؘ�
���И˜��������ėl�ģ�ͨ�^�ڱ��˜������ö����ɞ鱾�˜ʵėl�ġ����˜ʳ���r����ʾ�汾������Ч�����И˜ʶ�������ӆ��ʹ�ñ��˜ʵĸ�����̽ӑʹ�����И˜����°汾�Ŀ����ԡ�
JB 6309.2��92 ���҉��T�C ����
JB/T 6309.3��92 ���҉��T�C ���g�l��
JB/T 8083��95 ���T�C ����
JB/T 8084��95 ���҉��T�C ����
ZB J61 007��89 ���҉��T�C ���g�l��
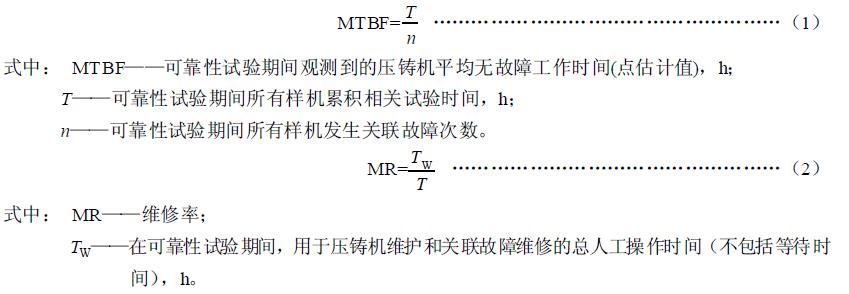
3 �ɿ���ָ��
���T�C�ɿ���ָ�˞�ƽ���o���Ϲ����r�g�;S���ʣ�����ʽ��1����ʽ��2���M��Ӌ�㣺
4 ���Ϸ���ж�ԭ�t
4. 1 ���Ϸ��
4. 1. 1 ��Ӌ�� MTBF��MR ����ֵ���ژO����r�������Kֹԇ���ж��������T�C����e�֞��P���ϡ����P���Ϻ����������Kֹԇ��ж��Ĺ��ϡ�
4. 1. 2 �P������ָ��Ҏ���ėl����ʹ�ã����ډ��T�C�������е�ȱ�������Ҏ�����ܵĆ�ʧ�����ϸ�IJ�������S��ʹ�É��T�C�z�y�O�����е������Լ��㲿����Ԫ������������ 30 min �r�g��(�������ȴ��r�g)ͨ�^�\�ࡢ�{�������������Q���ֶ��ų��ģ��ڽ��ԇ�Y����Ӌ�� MTBF �r���Ӌ����κ�һ�ι��ϡ����ɞ����ܳɞ鸽� A����ʾ�ĸ�䛣�ʾ���Ĺ���ģʽ�������������@Щ����ģʽ�������»���܌���һ����ׂ����І��}�Įa����
a) ������ JB 6309.2��JB/T 6309.3��JB/T 8084��ZB J61 007 �����P�aƷ�˜�Ҏ���Ĺ������ܻ�ʹ�����ܵ�Ҫ��
b) ����ȡ���Q���{����У�ʡ���λ���֏͵ȾS���ֶΣ����o�����FҎ���Ĺ��ܣ�
c) ����ɻ��^�m�\�Ќ���ɉ��T�C���ؓp�ģ�
d) ��ɇ��صĭh����Ⱦ��������ȫ������
4. 1. 3 ���P������ָ�ڽ��ԇ�Y����Ӌ��ɿ�������ֵ�r����Ӌ��Ĺ��ϡ�����Ҫ������ԭ����ɣ�
a) δ��ʹ���f����Ҏ��Ҫ��ʹ�ã�
b) �������S�ȷ�����˞��e�`��
c) �y���e�`���ⲿ�yԇ�O����ϣ�
d) �h��ʹ�×l������������Ҏ��������
e) ����������ֱ�ӻ��g������
f) ����Ҏ���������㲿����Ԫ������(�������P���T�ѽ��l����ʹ���f�����������_����Ҏ��)���ڳ��^Ҏ����ʹ�������^�mʹ�á�
4. 1. 4 ���������Kֹԇ��ж��Ĺ�����ָ�ڿɿ���ԇ��^���У����C�����T�C���ڹ���ȱ�ݣ��������{����S��ʼ�K�_���� JB 6309.2��JB/T 6309.3��JB/T 8083��JB/T 8084��ZB J61 007 �����P�˜�Ҏ���Ĺ��������cʹ�����ܵ�Ҫ��l�����������S�����P�ˆT���Σ�U��ȫ�l���������O��ؔ�a�ش�pʧ���P���ϡ��@�N����һ���l�����C�����T�C���߂�ɿ���ԇ�ėl���������������Kֹԇ���ж�����������S�Ѳ�ȡ��Ч�������@Щȱ�ݻ���ϵĴ�ʩ������������C�����C����������Ƶ�ȱ�ݻ���ϣ����ɰ����˜ʵ�Ҏ�����³���M�пɿ���ԇ
4. 2 �����ж�ԭ�t
4. 2. 1 ��o�eҎ������ʹ���f������Ҏ���ģ���������ģ������{�����A���ԾS�ޑ��ж�����P���ϡ���t���ж����P���ϡ�
4. 2. 2 ���T�C�����ڹ�����һ�����ډ��T�C���_ʼʹ�ã����������۷e 240h �ĕr�g�ȣ����g�l���Ĺ��Ϟ����ڹ��ϡ����ڹ��ϲ����ж����P���ϡ�
4. 2. 3 ������S�ṩ�ĮaƷʹ���f����(�����������S�o��S�ȃ���)�����P���g�ļ������������`���µĹ��Ͼ����ж����P���ϡ�
4. 2. 4 ������T�C��Ҫ���Q�ɂ�������������C����������Pϵ������r���tÿһ������ēp�Ķ����ж���һ�ι��ϡ��������ͬһ��ԭ������ģ��t�ж���ֻ�l����һ�ι��ϡ�
4. 2. 5 ���C������ԇ���T�Cһ���֕r����ܛ��(����)�`������Ĺ��ϣ����ܛ���`����ԇ��^���е��Լm�����_�J���t���������P����̎������t��ÿ�l��һ�μ��ж���һ�ι��ϡ�
4. 2. 6 ������T�C�Ўׂ����܅���ƫ�x��Ҏ���ĘO���������Ҳ����C����������ͬһ��ԭ������ģ��tÿ�����܅�����ƫ�x�����ж��鉺�T�C��һ�ι��ϡ��������ͬһ��ԭ������ģ��t�ж���ֻ�l����һ�ι��ϡ�
4. 2. 7 �C���ޏ���Ч�ԕr�g�Ȱl���Ĺ��ϲ����ж����P���ϡ�
4. 2. 8 ������ܴ_�����P���ϻ��߷��P���ϕr�����P�����ж���
��һƪ��
���-�Ӊ����n�O��
